
2T/h固废、含盐废水焚烧工程设计--技术方案--河南***化工科技有限公司
鹤壁市***化工有限公司 7T/h含钠盐含氯化铵废水处理工程设计技术方案
承制单位:新乡市双诚环保设备有限公司 日 期:2017年6月1日
作者:王世朋 电话:0373-3808863 13523220393(微信同步) QQ:819513014
设计方企业简介
新乡市双诚环保设备有限公司位于河南省新乡市,是一家集设计、开发、制造、销售为一体的股份制公司。丰富的制造经验、特有的专利技术、雄厚的技术实力、高效的管理团队使双诚环保成为一流的工业“三废”综合治理、节能环保、清洁生产解决方案供应商。企业依托先进的生产设备、精良的检测仪器、完善的售后服务和高素质的技术人才以及科学的管理模式建立起一套先进高效的现代企业管理制度。公司一次性通过ISO9001:2008、ISO14001:2004、OHSAS18001:2007国际体系认证。
公司产品:各种蒸发器、焚烧炉、换热器、聚乙烯(PE)储罐、钢衬塑、一体化污水处理设备等。
公司全面吸收和借鉴国内外同类产品的先进技术,坚持质量第一,以人为本。公司建有“新乡市危险废物焚烧技术工程中心”和“新乡市含氮化合物热解及焚烧控制技术工程中心”。另外,我公司控股的“新乡市双诚环保技术工程公司”在污水、废气治理方面也取得了不俗的业绩。我公司历来是针对客户要求,经过对实验数据分析为客户设计、制作、提供可行的解决方案和高品质的产品。
双诚人秉承“顾客至上、成就员工、回报社会”的宗旨,以多元化的产品,优质的服务,做一流产品,创一流企业。双诚人将不遗余力的投身到节能减排、绿色环保的事业中,力争为环保事业做出更大的贡献!!!
企业宗旨:顾客至上、成就员工、回报社会。
企业精神:求实创新、诚信致远。
企业理念:专注环保产业,关注人类生存环境。
经营方针:市场为导向、质量为生命、科技为动力、信誉为根本。
团队意识:诚信、感恩、团结、上进。
1、项目概况
1.1、使用方情况及废水信息
使用方情况:
河南***化工科技有限公司位于河南省*********,主要从事化工残废液资源回收综合利用和精细化工生产,最大限度减少三废排放,具有良好的经济效益、环境效益和社会效益。
随着公司的不断发展壮大、对外业务面的不断拓展以及公司对外服务项目的增加,这些新的变化要求公司在三废治理及环保设备方面有新的更高的标准。
综合考虑,公司拟建设一套高效、多功能焚烧炉用以处理固废及含盐废水。
处理对象:固废:1、生化污泥、废活性炭、生物滤饼、菌渣等;
2、废抹布、废手套等日常生产固废;
处理对象:废液:含盐废水.
设计废液处理量:固废处理量:1000kg/h(按照20h/d运行时间设计);
废液处理量:1000kg/h(按照20h/d运行时间设计);
固废、废水其它详细信息暂无。
由于焚烧对象种类繁多且热值不均,暂时按照固废平均热值4180kj/kg(1000kcal)、废液热值4180kj/kg(1000kcal)含盐量10%含有机物量10%设计计算。
1.2、总处理工艺的确定
目前废水一般处理方法有:生化法、浓缩结晶分离盐法、焚烧法等,此3中处理方法和工艺对于不同废水各有利弊。
按照处理对象的成分来说,生化法适合于含盐量较低(最高不超过1%)且废水中氯离子尤其是能抑制甚至杀死细菌的硫酸根离子要很低。浓缩结晶分离出盐方法浓缩后的浓稠母液仍需要进一步处理,且设备投资大、运行成本较高。焚烧法对处理对象的要求较低、处理范围更广,相对更直接。
经过与使用厂家沟通,我方设计采用焚烧方案进行处理。
说明:由于焚烧对象具有不确定性(总体上分为固废和废液),焚烧处理前的成分、状态、热值、含水量差别较大,故对焚烧前的预处理系统(固废可能需要烘干、破碎、输送、自动进料,废液可能需要过滤杂质或者加热提高其流动性)和焚烧后的尾气处理系统(尾气除了硫的氧化物、氮的氧化物等常见酸性气体外,还可能含有HF、HCL、HBr等气体)系统都提出了较高的要求。
对于不常见的含氰废水、含氟废水、含溴废水,出于安全和减轻尾气排放压力考虑,我方设计为前期先破氰、脱氟、除溴,然后再进行焚烧处理,本次设计方案主要介绍主体焚烧系统,在破氰、脱氟、除溴等方面不做设计,使用方如有需要,设计方可对破氰、脱氟、除溴另做方案设计和设备选型。
对于含盐废水,如果所含成分是混合盐,考虑到多种盐混合在一起后进行焚烧的话,其熔点可能会发生较大变化,如果设计焚烧温度较高,混合盐则会气化成气溶胶状态,此状态下的盐很容易贴壁并堵塞设备,不利于盐的分离,甚至阻碍焚烧的进行。故对于不同组份的混合盐溶液,应根据其沸点变化情况,在保证焚烧彻底的前提下,对焚烧温度进行调节、控制,避免其气化。设计方亦会在设备选型和结构、耐火材料的选取、自动控制系统、实际操作说明等方面采取相应措施。
对于废活性炭等无需采取预处理的固废,可直接通过进料装置直接焚烧。对于生化污泥、生物滤饼等含一定水分的、块状固废,焚烧前需要采取烘干、破碎、输送等预处理工艺进行预处理。对此,设计方在本次设计方案中会做详细介绍。
本焚烧处理系统的焚烧工艺和技术采用成熟的连续运行的焚烧技术,且整个焚烧过程为微负压,确保焚烧的气体不向外扩散;
烟气排放符合GB18484-2001《危险废物焚烧污染控制标准》中的排放限值。
2、方案设计
2.1、总工艺流程的叙述:
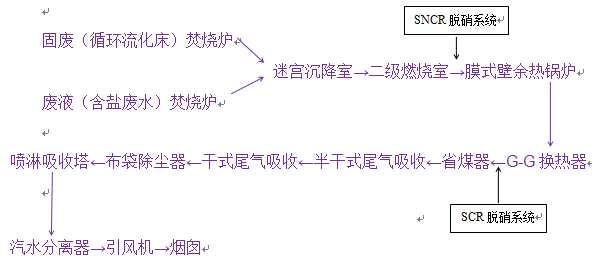
含盐废水经过雾化后进入一级燃烧室的废液焚烧炉中进行焚烧。经过预处理的固废通过进料装置进入一级燃烧室的固废焚烧炉中进行焚烧。废液焚烧炉和固废焚烧炉产生的烟气进入迷宫沉降室将盐分和大颗粒飞灰沉降下来,之后烟气进入二级燃烧室进行充分、彻底焚烧,二级燃烧室后设有脱硝工艺之一的SNCR系统进行脱硝,随后烟气进入膜式壁锅炉,在进行余热回收的同时将一部分盐分离出来。之后烟气依次经过G-G换热器、SCR脱硝系统、省煤器、半干式尾气吸收、干式尾气吸收、布袋除尘器、喷淋吸收塔、活性炭吸附、汽水分离器、引风机等工艺或设备后经烟囱排放。流程见图如下:
(具体工艺详见后续说明);
2.2、设计条件:
2.21、废水参数:略;设计焚烧处理量:1000kg/h;
固废参数:略;设计焚烧处理量:1000kg/h;
2.22、燃料:天然气: 8400-8600Kcal/m3 ;
2.23、操作弹性:80~120%;
运行方式:固体焚烧炉炉、废液焚烧炉炉可同时或单独使用。
2.3、 公用工程
2.3.1 循环水:压力: 0.2~0.4Mpa; 温度:常温;
2.3.2 电气:380V,50Hz,3相; 仪表:220V,50Hz,1相;
2.3.3、压缩空气:压力:0.3-0.7MpaG; 温度:常温;
2.3.4、仪表空气:压力:0.6MpaG; 温度:常温/干燥、清洁;
2.4、设计执行规范
(1)《中华人民共和国环境保护法》(1989年)
(2)《中华人民共和国固体废物污染环境防治法》(1996年)
(3)《工业企业噪声控制设计规范》(GBJ87-1985)
(4)《建筑设计防火规范》(GBJ16-2001)
(5)《建筑灭火器配置设计规范》(GBJ-1997)
(6)《建筑内部装修设计防火规范》(GB50222-2001)
(7)《采暖通风与空气调节设计规范》(GBJ19-2001)
(8)《工业企业设计卫生标准》(TJ36-1979)
(9)《建筑电气通用图集:防雷与接地》
(10)《危险废物集中焚烧处置工程建设技术要求》(试行)
(11)《危险废物贮存污染控制标准》(GB18597-2001)
(12)《危险废物焚烧污染控制标准》(GB18484-2001)
(13)《危险废物安全填埋污染控制标准》(GB18598-2001)
(14)《危险废物鉴别标准》(GB5085.1-3-1996)
(15)《污水综合排放标准》(GB8978-1996)
(16)《大气污染物综合排放标准》(GB16927-1996)
(17)《城市区域环境噪声标准》(GB3096-1993)
(18)《工业企业厂界噪声标准》(GB12348-1990)
(19)《化工管道设计规范》
(20)《设备及管道设计通则》
(21)《工业机械电气设备第一部分:通用技术条件》
2.5、设计工艺要求
2.5.1、整体工艺技术原则
(1)处理规模和处理工艺应充分考虑当地产业结构和市场变化,留有机动性和发展余地。
(2)选择的工艺方案应遵循危险废物处理处置无害化、资源化、减量化的原则,同时要考虑进入废物的类别、性质等特点。
(3)选择的工艺流程要借鉴国外危险废物处理处置原则技术方法,选择技术成熟、有运行经验、通用性好的处置工艺,经济合理的建设方案,即优先选择具有相对先进性、示范性的技术。
(4)考虑到危险废物种类多而每种危险废物的数量相对较少,因此,选定的工艺流程要考虑危险废物的复杂性和多变性,工艺选择应兼顾通用性、广普性,充分体现出整体设计的“柔性”和广泛的适应性。
(5)在设备选型上应选择性能稳定、结构合理适应性强的设备,达到国内先进水平。
2.5.2、工艺技术要求
1、焚烧系统应满足所要求运行工况下能完全焚烧废料,并将废料中的碳、氢、氧化物完全地转变为CO2、H2O等无害物质。
2、焚烧炉系统应能适应正常运行工况的要求,确保在用户提供的焚烧要求下系统的正常、安全、可靠运行。
3、焚烧后的烟气净化后高空达标排放,飞灰和残渣按危险废物进行填埋和固化处理。
4、焚烧炉运行中保证系统处于负压状态,避免有害气体逸出。
5、点火采用多种控制方式,即可以现场手动点火,也可以操作室遥控点火。
6、为避免二次污染,焚烧应达到以下技术要求
二次室焚烧温度:1100℃以上(含氰化物的废液焚烧温度为850°C-900°C);
烟气停留时间:≧2s(含氰化物的废液焚烧停留时间宜为3s);
焚烧效率:99.9%
焚毁去除率;99.99%
热灼减率:<5%
7、焚烧系统应按照GB12348-90《工业企业厂界噪声标准》中的Ⅲ类标准和GBJ87-85《工业企业噪声 控制设计规范》,严格控制噪声。
8、焚烧系统设备材料具备耐高温、耐腐蚀性能。
9、按规定做好防雷及静电接地。
2.5.3、自控要求
自动化控制是危险废物焚烧炉运行控制的重要手段。仪表自控系统的设置是危险废物处理工艺运行的基本要求,能保证危险废物处理设备生产的稳定和高效,减轻劳动强度,改善操作环境,实现危险废物处理设备的现代化生产管理。基于危险废物焚烧特性和环境保护的要求,危险废物处理设备自动化控制应有较高的水平。
根据焚烧炉系统的控制要求、焚烧炉的设计经验以及控制系统的性价比,本控制系统采用仪表控制系统,能达到半自动化控制的要求。
仪表自动化控制系统由现场检测仪表和自动化控制系统构成。
2.5.4、烟气排放要求
本方案以《危险废物焚烧污染控制标准》(标准号GB18484-2001)作为设计验收标准,有关数据低于国家标准。
|
序号 |
项 目 |
单 位 |
最高允许排放浓度限值 |
|
1 |
烟气黑度 |
林格曼 |
I级 |
|
2 |
烟 尘 |
mg/m3 |
≤80 |
|
3 |
一氧化碳(CO) |
mg/m3 |
≤80 |
|
4 |
二氧化硫(SO2) |
mg/m3 |
≤300 |
|
5 |
氮氧化物(以NO2计) |
mg/m3 |
≤500 |
2.6、工艺方案的设计
2.6.1、热力学计算
固废:热值按4180kj/kg(1000kcal),温度按20°C,含水量按10%(烘干后);
废液:热值按4180kj/kg(1000kcal),温度按20°C,盐按含10%氯化钠,有机物按含10%乙醇;
一级燃烧室热力计算:
1)、一级燃烧室废液焚烧炉热力计算:
按照处理量1000kg/h计算,采用天然气加热。
a、供热量计算: Q供 =1000kg/h*4180kj/kg=4.18*106kj/h;
b、需热量、消耗空气量及产生烟气量计算:
1000kg/h废液中所含70%的水分从20°C升温到100°C并被加热气化至800°C时所需热量称为Q1需,则Q1需=3.14*106kj/h;体积2862m3/h(800°C时);
1000kg/h废液中所含10%的乙醇从20°C升温到78.4°C并被加热气化至800°C时所需热量称为Q2需,则Q2需=0.21*106kj/h;
1000kg/h废液中所含10%的乙醇完全燃烧所需空气量计算:
每1mol乙醇完全燃烧需消耗3molO2,则150kg/h乙醇完全燃烧需要消耗空气为2191m3/h,产生的废气量为:2483m3/h;该部分烟气从20°C升高到800°C时需热量为:1.67*106kj/h;体积为6064m3/h(800°C时);
1000kg/h废液中所含10%的氯化钠从20°C升温到800°C所需热量成为Q3需,则Q3需=0.31*106kj/h;
一级焚烧废液焚烧炉中需热共计5.33*106kj/h,按照10%热损失考虑,则需热共计5.86*106kj/h,而供热只有4.18*106kj/h,差值为1.68*106kj/h,故此处需补充天然气约为50m3/h;
综上所述,一级焚烧废液焚烧炉余热为-1.68*106kj/h,体积V=8926m3/h(800°C);
2)、一级燃烧室固体焚烧炉热力计算
按照处理量1000kg/h(按滤饼、活性炭各400kg/h,水100kg/h)计算,采用天然气加热。
a、供热量计算: Q供 =1000kg/h*4180kj/kg=4.18*106kj/h;
b、需热量、消耗空气量及产生烟气量计算:
产生废气量为:7467m3/h,该部分废气由20°C升高到800°C时需热为7.51*106kj/h;废气体积为27345m3/h;
2.6.2、烟气处理工艺的选择(主要针对酸性气体及飞灰)
焚烧炉烟气中的污染物成分包括粉尘、HF、HCl、NOx、SOx、CO2、CO和二噁英等。目前危险废物焚烧领域尾气净化工艺主要有干法、半干法、湿法及组合法。
综合考虑使用方焚烧实际情况、设备投资、运行成本以及操作的难易程度,本项目将采用组合法处理工艺,也即尾气先经过半干式吸收塔进行尾气的降温(同时也能吸收一部分酸性气体),之后烟气去干式吸收塔(或干式反应装置),与干式吸收塔(或干式反应装置)的吸收剂(主要是氢氧化钙和活性炭)充分反应,完成对酸性气体的吸收,之后烟气进入布袋除尘器进行除尘,随后烟气再去下一级喷淋塔降温后经过雾水分离器去引风机,经过烟囱排放。
它充分吸取了前述几种尾气处理方法的优点,可使有害物质的祛除效率达到95%以上,达到净化酸性气体(SO2、HCl、HF等)和吸附烟气中二噁英的目的。净化后的烟气经引风机引入烟囱向大气排放。
尾气处理原理叙述:
烟气先进入半干式吸收塔,半干式吸收塔所需碱水由碱液制备系统经2台碱液泵提供,给水经塔内的雾化喷头将水雾化成小于30靘雾状,直接与烟气进行传质传热交换,利用烟气的热量使喷淋的水分蒸发,从而使烟气在塔内迅速降温至200℃左右,烟气在塔内的急冷时间为1秒钟。雾化喷头采用进口设备,不锈钢材料,采用压缩空气作雾化介质。
半干式吸收塔出来的烟气进入干式反应装置,通过喷入消石灰粉和活性炭粉,使烟气中的酸性气体与Ca(OH)2中和,活性碳可吸附烟气中的PCDD/PCDF等有毒有害成分。
烟气接着进入布袋除尘器,烟气由外经过滤袋时,烟气中的粉尘被截留在滤袋外表面从而得到净化,烟气经除尘器内文氏管进入上箱体,从出口排出。附集在滤袋外表面的粉尘不断增加,使除尘器阻力增大,为使设备阻力维持在限定的范围内,必须定期消除附在滤袋表面的粉尘:即由控制仪按定期顺序触发各控制阀开启脉冲阀,使气包内压缩空气由喷吹管孔眼喷出(称一次风),通过文氏管,诱导数倍于一次风的周围空气(称二次风)进入滤袋,使滤袋在一瞬间急剧膨胀,并伴随着气流的反向作用,抖落粉尘,在布袋除尘器进口温度不在限值范围时,布袋旁通电磁阀打开,烟气经旁通管路通过来保护布袋除尘器。干式反应中未反应完全的活性炭和硝石灰粉末被吸附在布袋表面,继续吸附有害物质和与烟气中残留的酸性气体进行反应。
经布袋除尘器除尘后的烟气再由喷淋洗涤塔进一步喷淋碱液消除烟气中的酸性气体,之后进入雾水分离装置去除烟道气中的水含量,同时为防止烟道气体产生异味增加UV紫外氧化催化除味,在反应器内增加烟道气的反应时间,最终由引风机经烟囱排入大气。
在布袋除尘器、 干式吸收塔收集的烟尘在各自的集灰斗内排至专用的烟尘收集桶内,收集桶集满烟尘后密闭用车送至危险废物填埋场填埋处理。
2.7、焚烧炉系统工艺流程
废液焚烧处理的工艺包含焚烧系统、迷宫除盐系统、余热回收系统、尾气处理系统(包括尾气降温、去除酸性气体、脱硝、除尘等)、自动控制系统、辅助系统(进料系统、点火系统、燃料系统、送风系统、软化水系统、循环水系统、压缩空气系统)等几个部分。
危险废物焚烧过程各工序的流程简述如下:
※焚烧系统
焚烧系统由一次燃烧室(包括含盐废水焚烧炉和循环流化床焚烧炉)、二次燃烧室及其控制系统组成。
含盐废水通过泵进入一次燃烧室的含盐废水焚烧炉内被雾化系统高压雾化,废液在炉内被加热、汽化和燃烧。炉内设计温度为750°C~800°C(视物料组分而定)。燃烧产生的烟气先进入迷宫沉降室除盐,之后进入二次燃烧室再次高温燃烧,通过布置在二次燃烧室上的辅助燃烧器进行助燃,燃烧温度可达1100℃以上(视物料组分而定),烟气在二燃室的停留时间2秒以上,确保进入焚烧系统的危险废物充分彻底的燃烧完全。二燃室的烟气温度是通过二次风(由鼓风机提供)和助燃燃料来调节的。
固废经过预处理(烘干、破碎、输送)后通过自动进料装置进入一次燃烧室的循环流化床焚烧炉,与炉内的床料充分混合后在一次风、自身重力和燃烧机的作用下被沸腾焚烧,随后烟气进入分离室,在分离室焚烧后未燃尽的较大颗粒通过返料器返回燃烧室再次燃烧,烟气和小颗粒及飞灰则从分离室出来去迷宫沉降。
考虑到工厂废物的复杂性和成分多变性及其热值的不均衡性,为确保焚烧系统的安全稳定运行,设计在焚烧炉本体布置了辅助燃烧器,辅助燃烧器具有FSSS火焰监测和保护功能,现场PLC控制,当炉膛温度低于设定值时,燃烧器自动开启,当炉膛温度高于设定值时燃烧器自动切换。燃烧器的喷气量和助燃风量由燃烧器带来的比例阀自动控制和调节。
燃烧系统的启动采用辅助燃料,焚烧炉的燃料量主要取决于焚烧炉的启动次数、废物成份、热值和水份。
当废物热值较低时,为保证焚烧炉稳定运行,焚烧炉需加入辅助燃料助燃。
※除尘系统
立式迷宫沉降室是我公司具有专利技术的专门用以处理高盐废水焚烧过程中盐渣颗粒的沉降、收集的设备。其原理是利用设置在沉降室的多个具有特殊结构的耐高温、耐冲刷折流板,来不断改变烟道气的流向、流速,在烟道气流向、流速改变的同时,盐渣颗粒在自身重力、变速、撞击等复杂合力作用下沉降下来,之后通过设置在沉降室下部的螺旋输送系统将盐渣排出。
理论上立式迷宫沉降室能除去进入沉降室盐分的95%以上。如果前期焚烧充分、迷宫沉降设计合理、位置布置恰当,迷宫沉降的除盐效率会更高,实际运行后除盐效率也不低于90%;
本迷宫沉降具有运行稳定、去除效率高、使用寿命长、免维修等优势;
流程:带有盐分颗粒的焚烧尾气从一次燃烧室出来后进入立式迷宫沉降室,烟气自下而上运动,耐高温、耐冲刷、特殊结构折流板的存在使得烟道气的流程加大,加上盐渣颗粒的变速、变向、撞击等使其快速、高效沉降下来,之后盐渣外排,烟气则进入二次燃烧室进一步焚烧。
※余热回收系统
本焚烧系统的余热回收分为两大部分,其一是通过余热锅炉(膜式壁余热锅炉)实现,即利用二次燃烧室后高温烟气的热量产生蒸汽,一方面烟气热量被利用,另一方面,膜式壁特殊的集盐、出盐结构不仅保证了余热锅炉盐不堵塞,还能降盐收集出来。其二是通过G-G换热器实现,即从余热锅炉出来的烟气在G-G换热器内与来自外部的冷空气进行热量交换,被余热后的冷空气去一、二次燃烧室作为补氧空气辅助燃烧,这样又进一步增加了余热利用率。
※烟气处理系统(主要针对氮的氧化物)
二次燃烧室出来的高温烟气首先通过SNCR高温段脱硝,之后进入余热锅炉,在余热锅炉内与来自外部的水换热(蒸汽回收利用),之后烟气进入G-G换热器,在G-G换热器内将来自外部冷空气加热到200°C左右;被加热后的热空气作为补氧空气进入一、二次燃烧室进行焚烧,烟气则被降温至600°C左右;
烟气从G-G换热器出来后先进入SCR低温段脱硝,之后进入后续尾气处理设备,最后,烟气经引风机进入烟囱排放;
免责声明:矿库网文章内容来源于网络,为了传递信息,我们转载部分内容,尊重原作者的版权。所有转载文章仅用于学习和交流之目的,并非商业用途。如有侵权,请及时联系我们删除。感谢您的理解与支持。


